Лекция
Привет, Вы узнаете о том , что такое статистический контроль качества продукции, Разберем основные их виды и особенности использования. Еще будет много подробных примеров и описаний. Для того чтобы лучше понимать что такое статистический контроль качества продукции , настоятельно рекомендую прочитать все из категории Менеджмент.
Одной из важнейших составных частей управления качеством продукции в процессе производства является контроль качества изготавливаемой продукции и технологических процессов ее изготовления. Наиболее совершенные и рациональные способы организации такого контроля основаны на использовании статистических методов.
При применении в производстве высокопроизводительного технологического оборудования одним из важнейших требований, предъявляемых к качественным параметрам изготавливаемой продукции, является требование однородности, характеризуемой заданным допуском. Для обеспечения этой однородности необходимо систематически следить за качеством продукции, не допуская внезапной разладки оборудования, которая может привести к массовому браку*. Однако систематический контроль не может быть сплошным, т.к. его трудоемкость превысила бы трудоемкость изготовления. Такой систематический контроль можно осуществить с помощью статистических методов, которые позволяют не только контролировать качество продукции*, но и по нему судить о качестве технологического процесса и осуществлять регулирование последнего.
Суть статистических методов контроля состоит в том, что заключение о качестве изготовленной продукции и технологического процесса делают по результатам выборочного контроля параметров производимой продукции. Для того, чтобы вовремя выявить нарушения в ходе процесса, необходимо периодически брать пробы (выборки), осуществлять измерение их параметров и в зависимости от результатов измерений либо продолжать процесс (если отклонений не выявлено), либо (если выявлены отклонения) остановить его и осуществить подналадку.
Данные измерений заносят в контрольную карту и по расположению данных в контрольной карте делают вывод о качестве технологического процесса, а именно - выход контролируемой статистической характеристики за границу регулирования является сигналом о разладке данного технологического процесса.
Метод контрольных карт основан на теории вероятностей и математической статистики. При этом исходят из следующих основных положений.
В процессе производства невозможно получить всю продукцию тождественного качества. Изменение параметров продукции, колеблющееся в определенных пределах, называется рассеянием (распределением) параметров и отражает закономерности определенного технологического процесса. Рассеяние параметров вызывается комплексом случайных и систематических причин, которые действуют в процессе производства и определяют погрешности технологического процесса.
Как показывает практика, большинство технологических параметров распределяются по закону нормального распределения Гаусса: размеры, объемы, температура, твердость, масса и др. Может быть и равномерное распределение. Реже встречается распределение по закону Максвелла, который отражает одностороннее распределение параметров: биение, дисбаланс, неперпендикулярность и др.
Группа предметов, объединенных каким-либо качественным или количественным признаком, называется статистической совокупностью. Предметы, ее образующие, называются членами совокупности, число членов образует объем совокупности.
Часть членов статистической совокупности, отобранная из нее для получения сведений о всей совокупности, называется выборочной совокупностью (выборкой). Число членов выборки образует ее объем. Различают выборки: малые (< 25) и большие (>= 25).
На основании закона больших чисел утверждают, что если генеральная (статистическая) совокупность подчиняется определенному закону рассеяния, то и выборка при достаточном ее объеме подчиняется тому же закону и наоборот.
Как известно, основными статистическими характеристиками нормального распределения являются:
 );
); ).
). Беря выборку из статистической совокупности и вычисляя ее статистические характеристики и , считают, что они являются оценками характеристик всей совокупности, т.е.  0 и 0
0 и 0
График нормального распределения отражает изменение частоты попадания измеряемой величины в соответствующий интервал значений. Для того, чтобы сделать заключение о наличии брака в контролируемой партии предметов, нужно сопоставить практическую зону рассеяния измеряемого параметра ± 3 (в нее попадает 99,73% контролируемых предметов) с полем допуска на этот параметр  (рис. Об этом говорит сайт https://intellect.icu . 8.7).
(рис. Об этом говорит сайт https://intellect.icu . 8.7).

Рис. 8.7.
Годными являются все изделия, у которых контролируемый параметр X отклоняется от его номинального значения Xном не более чем на величину допуска /2 (при симметричном поле допуска). Наличие брака обусловливается не только соотношением ширины поля допуска и диапазона рассеяния, но и величиной смещения среднего значения распределения относительно Xном.
Брак может появиться в трех случаях:
При построении контрольных карт необходимо определить:
Контрольные границы (контрольные нормативы) определяются на основе сбора и статистической обработки данных, характеризующих нормальное состояние процесса.
Периодичность отбора выборок или проб устанавливается на основании распределения времени разладки процесса в предшествующем периоде.
Объем выборки или пробы определяется по нормативным таблицам на основании статистических характеристик технологического процесса, требуемой вероятности обнаружения брака и принятой периодичности отбора проб.
Методы статистического регулирования технологических процессов с применение различных контрольных карт стандартизованы в государственных стандартах РФ, международных стандартах и национальных стандартах многих стран.
В производственной практике применяют различные виды контрольных карт, отличающихся характером используемых данных. Наиболее широко применяемыми являются следующие их виды:
- R - карта); Карта средних арифметических значений и размахов. При построении ( - R) - карт анализируемыми статистическими характеристиками контролируемой выборки являются среднее арифметическое значение контролируемого параметра и его размах R, определяемые зависимостями:

R = Xmax - Xmin ,
где Xi - значение i-го замера контролируемого параметра; n - число замеров в выборке; Xmax и Xmin - соответственно максимальное и минимальное значения замеров в выборке.
Полученные значения характеристик выборки наносятся на контрольную карту, состоящую из двух диаграмм (рис. 8.8). На верхней диаграмме настройки предварительно наносятся четыре контрольные границы: Тв и Тн - верхняя и нижняя технические границы, соответствующие границам поля допуска; Рв и Рн - верхняя и нижняя предупредительные границы, определяющие допустимые отклонения средних арифметических значений параметра при нормальном устойчивом процессе. Значения ординат этих границ рассчитываются по зависимостям:
PB = 0 + A · 0
PH = 0 - A · 0
где A - статистические коэффициенты, зависящие от объема выборки; 0 и 0 - статистические характеристики настроенного процесса.
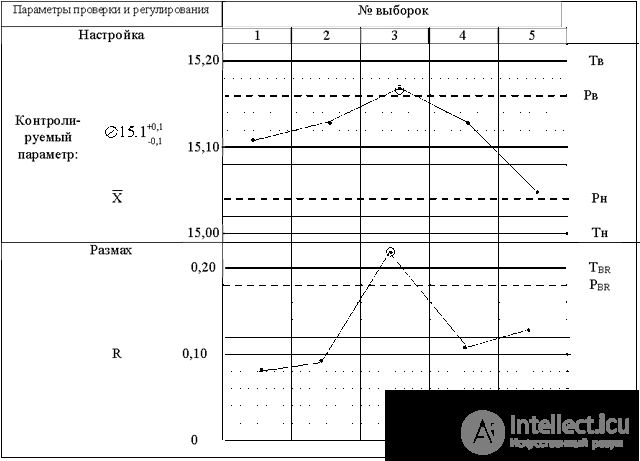
Рис. 8.8. Контрольная ( - R)-карта.
На нижней диаграмме размаха наносятся две контрольные границы: TВR и PВR - верхние техническая и предупредительная границы для размаха, ординаты которых определяются по зависимостям:
TВR = Tв - Tн = ;
PВR = (dn + 3Tn) 0 ,
где dn и Tn - коэффициенты, зависящие от объема выборки.
В процессе производства в заданное время из партии контролируемых предметов берется случайная выборка установленного объема, вычисляются характеристики измеряемого параметра и R и наносятся на соответствующие диаграммы в виде точек. По положению контрольных точек на диаграммах делается заключение о качестве продукции и технологического процесса:
и R находятся внутри своих предупредительных границ, то это означает, что процесс настроен и брак отсутствует; или (и) R вышли за предупредительные, но находятся внутри технических границ, процесс расстраивается, но это еще не привело к браку. Необходимо процесс остановить и подналадить; или (и) R за технические границы означает появление брака. В этом случае необходимо процесс остановить и настроить, а всю продукцию, изготовленную после взятия предыдущей пробы, подвергнуть сплошному контролю.Выход средних значений за контрольные границы указывает на смещение центра настройки, выход же размахов за ограничения даже при сохранении центра настройки указывает на потерю точности.
Карта медиан и крайних значений. В (M - X)-карте мерой настроенности процесса является медиана  (срединное значение упорядоченного по возрастанию или убыванию ряда чисел), а мерой точности - крайние значения параметра Xmax и Xmin в выборке.
(срединное значение упорядоченного по возрастанию или убыванию ряда чисел), а мерой точности - крайние значения параметра Xmax и Xmin в выборке.
Контрольная карта содержит одну совмещенную диаграмму (рис. 8.9), на которую наносятся шесть контрольных границ: Tв и Tн - верхняя и нижняя технические границы; Pвм и Pнм - верхняя и нижняя предупредительные границы для медианы; Pвк и Pнк - верхняя и нижняя предупредительные границы для крайних значений выборки. Значения ординат этих границ рассчитываются по зависимостям:
Pвм = 0 + Kм· 0;
Pнм = 0 - Kм· 0;
Pвк = 0 + Kк· 0;
Pнк = 0 - Kк· 0,
где Kм и Kк - коэффициенты, зависящие от объема выборки.
На диаграмму точками наносят крайние значения контролируемого параметра в выборке Xmax и Xmin (или все значения), а крестиком (или другим знаком) отмечают срединное значение параметра - медиану .
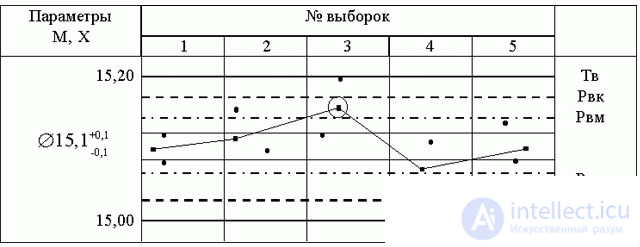
Рис. 8.9. Контрольная (M - X) - карта.
На основании анализа полученной диаграммы делают заключение о качестве процесса: Если медиана не выходит за контрольные границы Pвм и Pнм, а крайние значения выборки - за пределы границ Pвк и Pнк, то технологический процесс считается нормальным, а вся продукция, изготовленная после предыдущей проверки - годной. При нарушении одного из указанных условий процесс считается неудовлетворительным и требующим подналадки, а в случае выхода хотя бы одного из значений за технические границы Tв и Tн вся продукция, изготовленная между проверками, подлежит сплошному контролю и разбраковке.
Рассмотренные методы составления контрольных карт используются в тех случаях, когда показатели качества могут быть выражены количественными данными (размеры, масса, твердость и т.д.). В тех случаях, когда контролируемые параметры характеризуются качественными оценками (равномерность окрашивания, степень загрязнения и т.д.), обычно применяется другой вид контрольных карт, которые называются картами контроля по альтернативному признаку (P - карты). В таких случаях качество определяется двумя оценками: "качественно" и "некачественно". В процессе контроля подсчитывают число дефектных изделий в выборке, определяют долю (процент) дефектной продукции и наносят ее значение на контрольную карту, на которую предварительно нанесена граница, соответствующая допустимой доле дефектной продукции. Если фактическая доля дефектных изделий в выборке превышает допустимое значение брака, то процесс нуждается в регулировке.
C - карта отличается от P-карты тем, что с ее помощью контролируется число дефектов, например, число царапин на поверхности изделия и т.п. Подсчитывается суммарное число дефектов в выборке, сравнивается с допустимым и делается вывод о качестве изготовленных изделий и качестве технологического процесса.
Прочтение данной статьи про статистический контроль качества продукции позволяет сделать вывод о значимости данной информации для обеспечения качества и оптимальности процессов. Надеюсь, что теперь ты понял что такое статистический контроль качества продукции и для чего все это нужно, а если не понял, или есть замечания, то не стесняйся, пиши или спрашивай в комментариях, с удовольствием отвечу. Для того чтобы глубже понять настоятельно рекомендую изучить всю информацию из категории Менеджмент
Комментарии
Оставить комментарий
Менеджмент
Термины: Менеджмент