Лекция
Привет, Вы узнаете о том , что такое макропроектирование ппроизводственных систем, Разберем основные их виды и особенности использования. Еще будет много подробных примеров и описаний. Для того чтобы лучше понимать что такое макропроектирование ппроизводственных систем , настоятельно рекомендую прочитать все из категории Менеджмент.
Проектирование и строительство новых объектов производства целесообразно тогда и только тогда, когда имеются достоверные данные маркетинговых исследований рынка о стабильном, долговременном спросе на планируемую к производству продукцию.
Другими словами, это означает, что жизненный цикл товара должен в полной мере окупить все затраты, связанные с проектированием*, строительством и эксплуатацией производства.
Базой для создания нового производства являются спрос (объемы производства) и трудоемкость продукции. Практика производства доказала что наиболее эффективно работают те участки, на которых детали имеют высокую степень конструктивно- технологического подобия. Имеется множество методов определения подобия различных объектов между собой. Наиболее простым и менее трудоемким, на наш взгляд, является метод определения подобия (меры близости) с использованием потенциальной функции, разработанный д. э. н., профессором В. А. Петровым.
Использование потенциальной функции при формировании участков позволяет выделить две стадии в их проектировании: макропроектирование и инженерное проектирование.
Макропроектирование содержит четыре последовательных этапа.
1 этап. Анализ конструктивно-технологической общности состава продукции выполняют с помощью классификации деталей по всей номенклатуре. Цель классификации - получение неделимых наборов однородных по конструкции и технологическим процессам обработки деталей.
Необходимо отметить, что от тщательности выполнения рассматриваемого этапа зависят результаты проектирования ПС и эффективная работа ее в будущем.
Положительный результат анализа во многом зависит от выбора классификационных признаков.
Под классификационными признаками понимают тот набор параметров и характеристик исследуемых объектов, который в полной мере отражает отличительные свойства, присущие всей этой совокупности.
Чем больше набор признаков, тем точнее отбор схожих объектов.
Однако чрезмерный набор признаков увеличивает трудоемкость проведения анализа и последующих необходимых расчетов.
Учитывая вышесказанное, отметим, что набор классификационных признаков должен быть минимально достаточным и позволяющим разбить всю совокупность (номенклатуру изделий) на группы, схожие по всем параметрам.
В условиях приборо- и машиностроения к числу основных таких признаков относят: вид заготовки (Р1), габаритные размеры деталей (Р2), основной пооперационный технологический маршрут (Р3), конструктивный тип детали (Р4).
Первый признак предопределяет общий характер обработки и выбор вида оборудования. В результате классификации по этому признаку всю совокупность деталей разбивают на классы, например классы деталей, изготавливаемых из поковок, литья, катаного круглого или полосового материала.
Второй признак обуславливает габаритные размеры и мощность потребного для обработки оборудования.
Третий признак учитывает пооперационный технологический процесс обработки деталей. По этому признаку детали распределяются по рабочим местам, оснащенным технологическим оборудованием, в соответствии с технологическим процессом.
Четвертый признак устанавливает в конечном счете состав групп деталей.
Кроме того, конструктивный тип деталей определяет и выбор видов и моделей технологического оборудования.
Результатами первого этапа является:
2 этап. Анализ определяющих планово-организационных характеристик деталей. К числу основных планово-организационных показателей следует отнести трудоемкость производства детали (t) и объем выпуска N.
От этих факторов в значительной степени зависит стабильность производственных условий на рабочих местах и характер движения деталей в производстве, т.е. временная структура производственной системы.
Для группирования деталей по трудоемкости их изготовления и объемам их выпуска, отражающим степень стабильности производственных условий на рабочих местах, используется показатель относительной трудоемкости* деталей Kgi. Он определяет расчетное суммарное количество единиц обезличенного оборудования, необходимого для обработки i-й детали при заданных объемах выпуска, технологии и режиме сменности работы. Процедура расчета представлена в табл. 8.
Т а б л и ц а 8.
Расчет показателя относительной трудоемкости деталей
|
Наименование расчетной величины |
Формула для расчета |
| Годовой эффективный фонд рабочего времени станка, ч |  |
| Годовой объем запуска i-й детали, шт. |  |
| Показатель относительной трудоемкости* детали-представителя | 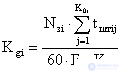 |
| Показатель относительной трудоемкости* по типогруппе деталей |  |
Условные обозначения к табл. Об этом говорит сайт https://intellect.icu . 8:
D - количество рабочих дней в году (D = 261); f - продолжительность смены, ч (f = 8,2 ч.); C - число смен в сутки (двухмесячный режим работы); Kр - средний коэффициент сокращения фонда времени на плановый капитальный ремонт (0,95  Kр 0,98); Nв - годовой объем планового выпуска i-й детали, шт. (см. информационную карту);
Kр 0,98); Nв - годовой объем планового выпуска i-й детали, шт. (см. информационную карту);  зч - процент деталей, идущих на запасные части; бр - процент потерь производства от брака*; tштij - штучное время обработки i-й детали по j-й операции в нормо-мин.; Koi - число операций по основному технологическому процессу i-й детали; Kв - средний коэффициент выполнения норм времени (1,0 Kв 1,2); mi - количество деталей (номенклатурных позиций), входящих в данную типогруппу.
зч - процент деталей, идущих на запасные части; бр - процент потерь производства от брака*; tштij - штучное время обработки i-й детали по j-й операции в нормо-мин.; Koi - число операций по основному технологическому процессу i-й детали; Kв - средний коэффициент выполнения норм времени (1,0 Kв 1,2); mi - количество деталей (номенклатурных позиций), входящих в данную типогруппу.
3 этап. Расчет меры близости между двумя группами деталей. Одним из условий высокоэффективной работы предприятия является проектирование его цехов и участков по принципу предметной, а еще лучше по подетальной форме их специализации. Выполнение этого условия достигается методом дальнейшей детализации и анализа сформированных на втором этапе однородных по конструктивно-технологическим и организационно-плановым признакам групп деталей. Решение* этой задачи строится на положениях теории распознавания образов с помощью потенциальной функции, которая устанавливает меру близости между группами деталей. Эта функция имеет следующий вид:
 ,
,где Kxixj - мера близости* между группами деталей (xi xj); Rxixj - мера расстояния между xi и xj группами деталей по ряду признаков;  - коэффициент пропорциональности величины меры близости.
- коэффициент пропорциональности величины меры близости.
Значение коэффициента пропорциональности выбирается для всей совокупности деталей группы, исходя из следующего алгоритма:
0,1, если R2=1 9
9
= 0,01, если R2=10 99
0,001, если R2=100 999 и т.д.
В свою очередь, R2(xixj) есть квадрат меры расстояния между базовой деталью-представителем (xi) и всеми другими деталями (xj), которая рассчитывается по значениям кодов, в следующей зависимости:
R2(xixj) = (x1i - x1j)2 + (x2i - x2j)2 + (x31i - x31j)2 + (x32i - x32j)2 +?+ (x3ri - x3rj)2 + (x4i - x4j)2 + (x5i - x5j)2,
где: (x1i - x1j); (x2i - x2j); (x4i - x4j); (x5i - x5j) - разность кодов между базовой деталью-представителем xi и деталями-представителями xj по признакам Р1; Р2; Р3; Р4; Р5.
Мера расстояния (Rxixj) между деталями, входящими в сформированные на первом этапе группы, осуществляется через систему кодификации параметров или особенностей каждого принятого признака.
Код признака - численное значение, присваиваемое каждому параметру, выбранному для характеристики выделенных признаков.
Например, по признаку габаритные размеры (Р2) могут быть выделены отдельные группы деталей с границами предельных размеров. Размеры  10 50 - 1-я группа, >50 100 - 2-я группа и т.д. Или вид заготовки (Р1) - 1-я группа - из прутка и проката, - 2-я группа - листовой материал.
10 50 - 1-я группа, >50 100 - 2-я группа и т.д. Или вид заготовки (Р1) - 1-я группа - из прутка и проката, - 2-я группа - листовой материал.
При кодировании необходимо выполнять следующие правила:
При расчете меры расстояния в каждой группе деталей выбирается деталь-представитель, с которой и сравниваются все детали, входящие в эту группу.
Как правило, в качестве детали-представителя берется самая трудоемкая деталь группы с наибольшим количеством технологических операций производственного процесса.
Все действия и результаты расчетов заносятся в форму 8.1.
В качестве примера рассмотрим фрагмент кодирования и расчета меры близости между деталями сформированной группы.
По результатам анализа конструктивно-технологической общности деталей сформированы однотипные группы - валы, шестерни, корпуса и т.д.
Пусть в группе валов имеется наиболее трудоемкая деталь А (деталь-представитель) со следующими параметрами по признакам:
вид заготовки (Р1) - стальной прокат;
габаритные размеры (Р2) - 85 мм;
пооперационный технологический маршрут (Р3) - токарная (Т) - фрезерная (Фр) - сверлильная (Св) - закалка (З) - шлифовальная (Шл) - слесарная (Сл);
конструктивный тип (Р4) - ступенчатый вал.
В эту группу входит деталь Б с параметрами: Р1 - поковка; Р2 - 45 мм; Р3 - токарная - фрезерная - сверлильная - шлифовальная; Р4 - простой вал.
Применяя правила кодирования, заполняется форма 8.1 по всем признакам с присвоением кода (численного значения) каждому параметру.
Форма 8.1.
|
Группы |
Признаки |
Rxixj |
||||||||||||
|
Р1 |
Р2 |
Р3 |
Р4 |
|||||||||||
|
Прокат |
Поковка |
5 |
51 |
Т |
Фр |
Св |
З |
Шл |
Сл |
Ступ. вал |
Прост. вал |
|||
|
Валы |
А |
1 |
- |
- |
3 |
1 |
2 |
3 |
4 |
6 |
8 |
3 |
- |
1 |
|
Б |
- |
2 |
2 |
- |
1 |
2 |
3 |
- |
6 |
- |
- |
2 |
0,91 |
|
По значениям кодов определим меру расстояния между деталями А и Б:
Определим меру близости деталей А и Б через потенциальную функцию.

Затем проводятся расчеты меры близости изделия-представителя* (А) со всеми деталями, входящими в эту группу.
Такие же расчеты проводятся по остальным конструктивно-технологическим группам, выделяя в них деталь-представитель для сравнения с другими деталями рассматриваемой группы.
Результаты расчетов служат базой для проведения следующего этапа работ по закреплению деталей за цехами и участками.
4 этап. Синтез результатов анализа. Задачей этапа является отбор деталей в группах с высокой мерой близости, т.е. с одинаковыми или близкими значениями Kxixj.
Практика показала, что достаточное подобие деталей определяется расхождением величины Kxixj не более 15%. Такие детали объединяются в обособленные группы и являются основой для стадии инженерного проектирования.
Прочтение данной статьи про макропроектирование ппроизводственных систем позволяет сделать вывод о значимости данной информации для обеспечения качества и оптимальности процессов. Надеюсь, что теперь ты понял что такое макропроектирование ппроизводственных систем и для чего все это нужно, а если не понял, или есть замечания, то не стесняйся, пиши или спрашивай в комментариях, с удовольствием отвечу. Для того чтобы глубже понять настоятельно рекомендую изучить всю информацию из категории Менеджмент

Комментарии