Лекция
Привет, Вы узнаете о том , что такое Волоконно-оптические линии связи, Разберем основные их виды и особенности использования. Еще будет много подробных примеров и описаний. Для того чтобы лучше понимать что такое Волоконно-оптические линии связи, волс, сварка волс, одномодовое волокно.многомодовое волокно , настоятельно рекомендую прочитать все из категории Компьютерные сети.
Волоконно-оптическая линия связи ( волс ) - линия связывающая две электрические цепи путем перенесения информации с использованием светового сигнала внутри оптического волокна (тонкой стеклянной или пластиковой нити) Принцип работы оптического волокна основан на эффекте полного внутреннего отражения. Входной сигнал модулирует источник светового излучения, а для обратного преобразования света в электрический сигнал используют фотоприемники. Таким образом ВОЛС включает следующие основные компоненты:
1) передатчик;
2) кабель на базе оптического волокна;
3) приемник;
4) соединители (коннекторы).
Для более сложных линий и коммуникационных сетей используются дополнительные элементы, такие как разветвители, мультиплексоры и распределительные устройства.
В качестве передатчиков используют светодиоды и полупроводниковые лазеры.
Для передачи информации в основном применяют излучения с длинами волн: 1550 нм, 1300 нм, 850 нм, чтобы обеспечить минимальное затухание в оптических волокнах.
Светодиоды могут излучать свет с длинной волны 850 нм и 1300 нм. Излучатели с длиной волны 850 нм существенно дешевле, чем излучатели с длиной волны 1300 нм. При этом полоса пропускания кабеля для волн 850 нм уже (200 МГц/км вместо 500 МГц/км). Принцип действия, характеристики и конструкцию светодиодов см. лекцию №7.
Лазерные излучатели работают на длинах волн 1300 нм и 1500 нм. Быстродействие современных лазеров позволяет модулировать световой поток с частотами 10 ГГц и выше. Лазерные излучатели создают когерентный поток света, за счет чего потери в оптических волокнах становятся меньше, чем при использовании некогерентного потока от светодиода. Принцип действия, характеристики и конструкцию лазеров в разделе полупроволниковые лазеры
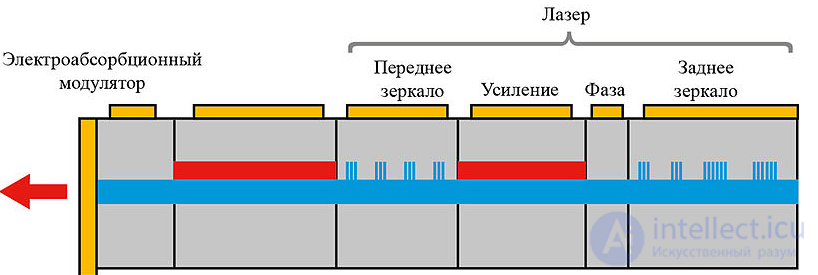
Схема интегрированного моноблочного оптического передатчика на основе перестраиваемого лазера с внешним модулятором и усилителем
В оптических передатчиках с внешней модуляцией непрерывное оптическое излучение модулируется внешним модулятором, управляемым информационным электрическим сигналом. Источниками излучения в таких передатчиках, как правило, являются узкополосные одномодовые непрерывные полупроводниковые лазеры: РОС-лазеры или РБО-лазеры.
Это обеспечивает формирование оптического сигнала с минимальной шириной спектра. Кроме того, в передатчиках с внешней модуляцией для кодирования информации наряду с модуляцией амплитуды (мощности) используется модуляция и других параметров световых волн: фазы, частоты и поляризации, а также их комбинации. Передатчики с внешней модуляцией используются в системах дальней связи, в которых требования к качеству оптического сигнала максимальны. Наиболее широко используемыми в системах связи типами модуляторов являются модуляторы Маха-Цандера и электроабсорбционные модуляторы.
В системах связи со спектральным мультиплексированием (DWDM) используются передатчики с перестраиваемой длиной волны излучения. Для увеличения мощности оптического сигнала в состав оптических передатчиков могут быть включены оптические усилители.
Передатчики цифровых волоконно-оптических систем связи часто изготавливаются в одном корпусе с приемниками, образуя приемопередающие оптические модули, или транспондеры.
Конструкция.
Оптическое волокно состоит из центрального проводника света (ядро) и окружающей оптической оболочки, имеющей меньший показатель преломления. Распространяясь по ядру лучи света не выходят за его пределы, испытывая отражение на границе раздела ядро – оболочка. Свет, падающий на границу под углом, меньше критического, будет проникать в оптическую оболочку, и затухать по мере распространения в ней, т.к. оптическая оболочка не предназначена для переноса света. Также волокна имеют дополнительное защитное покрытие, которое предохраняет от ударов ядро и оптическую оболочку. Волокна сами по себе имеют чрезвычайно малый диаметр.
На Рис.1 представлена схема распространения света по волокну. Свет заводится внутрь волокна под углом, больше критического, к границе “ядро/оптическая оболочка”, и испытывает полное внутреннее отражение на этой границе. Поскольку углы падения и отражения совпадают, то свет и в дальнейшем будет отражаться от границы. Таким образом, луч света будет двигаться зигзагообразно вдоль волокна.
Характеристики оптоволоконных кабелей.
- Дисперсия– это зависимость фазовой скорости волны, распространяющейся в оптическом кабеле от частоты.
- Количество мод в волокне. Из специальных глав физики известно, что параметры оптического волокна определяют количество электромагнитных волн (мод), которые могут в нем распространяться. Для каждого волокна существуетКР, такая, что все волны, имеющие<КРне будут распространяться. ИзменяяКРможно добиться распространения в волокне необходимого числа волн (мод). Для распространения излучения одной длины волны (моды) необходимо выполнение условия, при котором все, кроме одной, излучаемые источником длины волн имеют>КР.
- Ширина полосы пропускания – часто ее указывают вместо дисперсии в многомодовых волокнах, выражается в мегагерцах на километр (МГц/км). Полоса пропускания в 400 МГц/км означает возможность передачи сигнала в полосе 400 МГц на расстояние 1 км, т.е. произведение максимальной частоты сигнала на длину передачи может быть меньше или равно 400. Другими словами, можно передавать сигнал более низкой частоты на большее расстояние или более высокой частоты на меньшее расстояние, как показано на Рис.1.
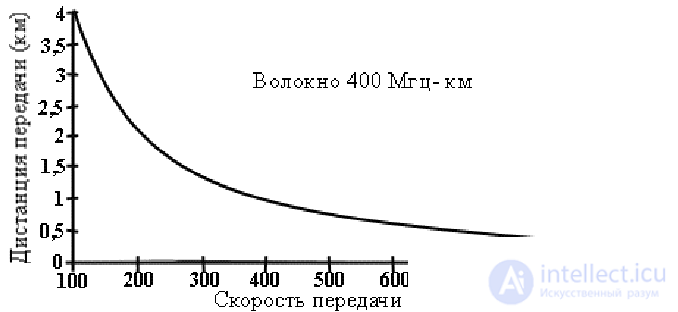
Рис.1
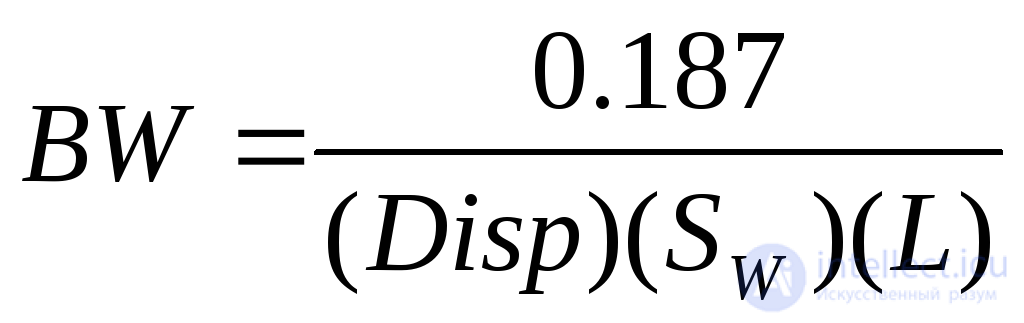
Выражение полосы пропускания через одномодовую дисперсию является сложным, его приблизительная оценка может быть получена на основе следующего уравнения:
 , (2)
, (2)
где: Disp - дисперсия на рабочей длине волны в сек на нанометр и на километр;
SW - ширина спектра источника в нм; L - длина волокна в км.
-
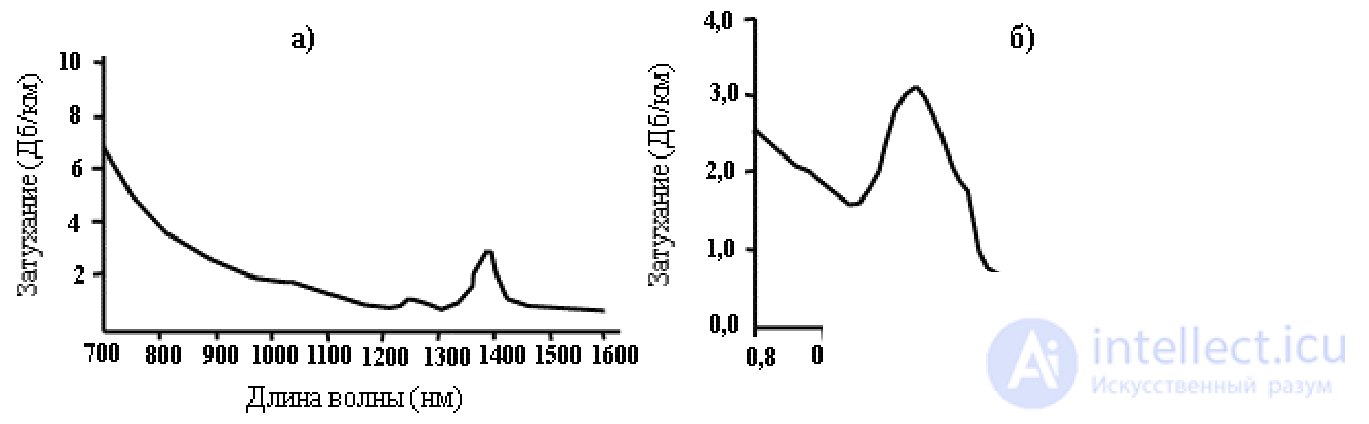 Рис.2
Рис.2
Затухание – это потеря оптической энергии по мере движения света по волокну, измеряется в децибелах на километр. Затухание зависит от длины волны света. Существуют окна прозрачности, в которых свет распространяется вдоль волокна с малым затуханием. Следовательно, при работе источника света в этих диапазонах потери при передаче в волокне будут минимальны. На Рис.2а представлена типичная кривая затухания для многомодового волокна с низкими потерями. Рис.2б представляет ту же кривую для одномодового волокна. Важнейшей особенностью затухания в оптическом волокне является его независимость от частоты модуляций внутри полосы пропускания.

Рис.3
Затухание в волокне определяется тремя эффектами: рассеянием, поглощением и наличием микроизгибов. На Рис.3 показано, что вариации границы могут приводить к отражению мод высокого порядка под углами, не допускающими дальнейших отражений.
- Численная апертура (NA) - определяет способность волокна собирать лучи. NA зависит от свойств материалов волокна и определяется показателями преломления ядра и оптической оболочки:  . NA волокна указывает на то, как свет вводится в волокно и распространяется по нему. Волокно с большим значением NA (т.е. подразумевает большее количество возможных световых траекторий) хорошо принимает свет, в то время, как в волокно с малым значением NA (волокна с широкой полосой пропускания) можно ввести только узконаправленный пучок света.
. NA волокна указывает на то, как свет вводится в волокно и распространяется по нему. Волокно с большим значением NA (т.е. подразумевает большее количество возможных световых траекторий) хорошо принимает свет, в то время, как в волокно с малым значением NA (волокна с широкой полосой пропускания) можно ввести только узконаправленный пучок света.
Также можно определить величину углов, при которых свет распространяется вдоль волокна. Эти углы образуют конус, называемый входным конусом, угловой растр которого определяет максимальный угол ввода света в волокно.
 (3)
(3)
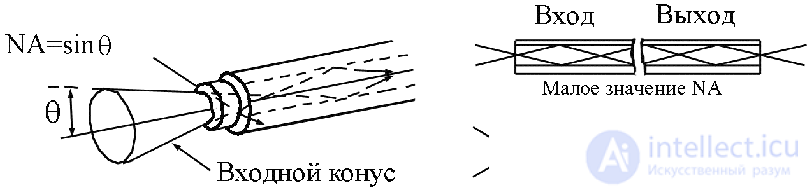 Рис.4
Рис.4
где - половина угла ввода (Рис.4).
Источник и приемник также имеют свои апертуры:
NAист источника определяет угловую апертуру входного света.
NAдет детектора определяет рабочий диапазон углов для приемника.
Очень важно выполнить условие: NAист = NAдет. Рассогласование NA приводит к дополнительным потерям при передаче света от устройства с меньшим значением NA к устройству с большим значением.
- Прочность волокна- характеризует способность волокна противостоять натяжению, разрыву и изгибу без повреждения. Основная причина, обусловливающая хрупкость волокна, - наличие микротрещин на поверхности и дефектов внутри волокна. Об этом говорит сайт https://intellect.icu . Поверхностные дефекты могут возрастать под воздействием растягивающей нагрузки, возникающей во время прокладки кабеля. Температурные изменения, механические и химические воздействия, обычное старение также приводят к появлению дефектов. Стеклянные волокна можно согнуть в виде окружности небольшого диаметра. При этом необходимо помнить, что минимальный радиус кривизны равен пяти диаметрам кабеля при отсутствии растягивающих напряжений и 10 диаметрам кабеля при их наличии.
- Радиационная прочность – определяет способность оборудования противостоять ядерным эффектам. Волокна в отличие от проводников не накапливают статические заряды под воздействием радиации. Волокна также не повреждаются мгновенно после расплавления их кабельной оболочки под тепловым воздействием радиационного источника.
Волокна противостоят росту затухания в условиях постоянного радиоактивного облучения высокой интенсивности. Рост затухания зависит от величины накопленной дозы и интенсивности облучения.
В зависимости от типа материала волокна делятся:
1) стеклянные волокна со стеклянным ядром и стеклянной оптической оболочкой;
2) стеклянные волокна со стеклянным ядром и пластиковой оптической оболочкой (PCS);
3) пластические волокна, имеющие пластиковое ядро и пластиковую оптическую оболочку.
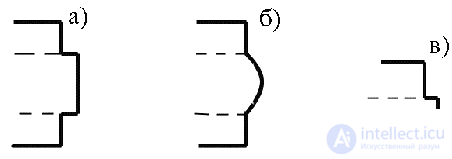 Рис.5
Рис.5
В зависимости от распределения показателя преломления различают волокна со ступенчатым и сглаженным профилем (Рис.5).
По количеству распространяющихся мод выделяют:
-
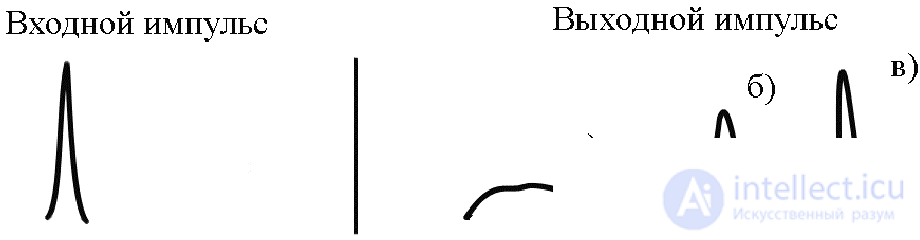 Рис.6
Рис.6
Одномодовое волокно(см Рис.5.в, 6.в, 7.в) имеет чрезвычайно малый диаметр - от 5 до 10 микрон, и ступенчатый профиль показателя преломления. Луч света в таком кабеле имеет высокую интенсивность. Поэтому одномодовые кабели пригодны для передачи на большие расстояния.
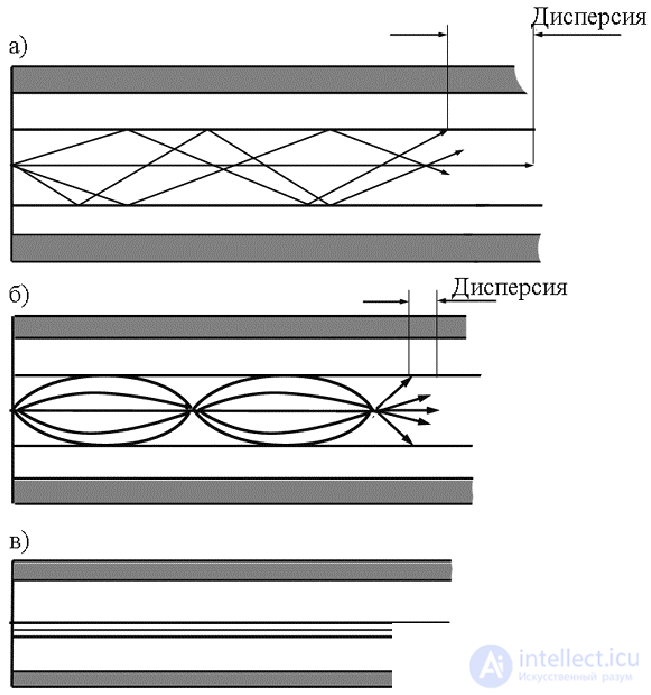
Рис.7
Одномодовые волокна могут изготавливаться для работы с более короткой пороговой длиной волны.. Эти волокна используются в специальных телевизионных, компьютерных и управляющих системах. Однако, более высокое значение затухания, до 10 дБ/км при 633 нм в волокне ограничивает его использование на больших расстояниях.
- Многомодовое волокно имеет ядро диаметром от 100 до 970 микрон и ступенчатый или сглаженный профиль показателя преломления (Рис 5.а.б, 6.а.б, 7.а.б). Данный тип волокна является наиболее распространенным, хотя и не обеспечивает максимальную полосу пропускания и минимальные потери. При работе волокна в многомодовом режиме возникают нежелательные явления, связанные с равновесным распределением мод (РРМ). РРМ – это устойчивое состояние в многомодовом оптическом волокне, при котором энергия распределяется между модами независимо от длины волны. В идеальном волокне, первоначально существующая в какой - либо моде энергия сохраняется в ней. Но в действительности энергия переходит между модами, что связано с изгибами волокна, вариациями диаметра и показателя преломления ядра или неоднородностями волокна. По мере движения энергия будет переходить из одной моды в другую, пока не будет достигнуто РРМ. После этого дальнейшее распределение энергии между модами в нормальных условиях не происходит. При отсутствии РРМ волокно называется переполненным или ненаполненным. В переполненном волокне неэффективные моды участвуют в переносе оптической энергии. В ненаполненном волокне свет распространяется только в модах низкогопорядка. По мере движения часть энергии, заключенной в этих модах, перейдет в моды высокого порядка, и РРМ будет достигнуто. Расстояние, на котором достигается РРМ, зависит от вида волокна.
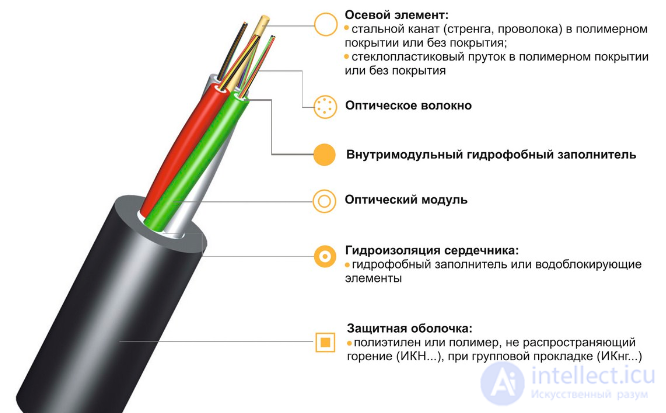
Конструкция волоконно-оптического кабеля
На Рис.8 представлены основные компоненты простого оптического кабеля с одним волокном. Конструкция кабелей может быть достаточно разнообразной, но общими являются следующие компоненты:
-
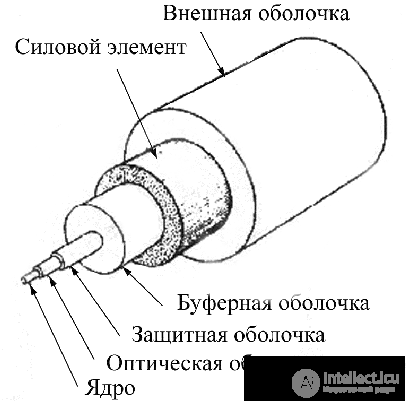 Рис.8
Рис.8
оптическое волокно.
- буферная оболочка(существует два вида кабельных буферов: пустотелый и плотный), обеспечивает лучшую защиту от механических воздействий, но не так хорошо защищает волокно от изменения температуры. Поскольку пластик расширяется и сжимается в различной степени по сравнению с волокном, то сжатие, обусловленное падением температуры, может приводить к образованию микроизгибов.
- силовой элемент– повышают механическую прочность кабеля.
- внешняя оболочка– обеспечивает защиту от механического трения, масла, озона, кислот, щелочей, растворителей и т.д.
В соответствии с условиями эксплуатации волоконно-оптические кабели можно разделить на внутренние и внешние.
Сравнительные характеристики кабелей приведены в таблице.
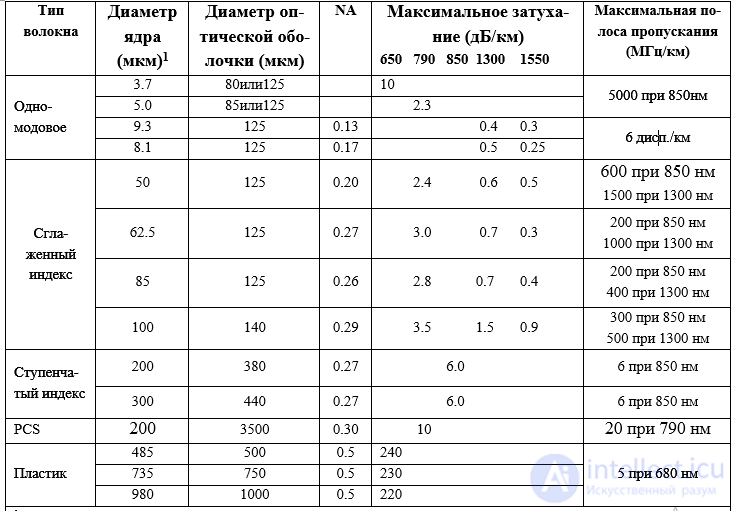
1Диаметр моды приведен для одномодового волокна, реальный диаметр меньше.
2Дисперсия на нанометр ширины спектра источника
3Пластиковые волокна обычно используют на расстояния до 100 м, со скоростью передачи 50 Мб/сек.
Волоконно-оптические кабели в последнее время находят все большее применение т.к. они обеспечивают высокую скорость передачи данных, широкополосность. По многим параметрам превосходят обычные кабели, кроме того они устойчивы к коррозии и исключают несанкционированный доступ к данным передаваемым по ним.
Для преобразования оптических сигналов в электрические используют фотоприемники. В волоконно-оптической связи в качестве фотоприемников используются фотодиоды (p-i-n и ЛФД).
Область спектральной чувствительности зависит от того, из какого материала изготовлен фотодиод. В области видимой части и ближней инфракрасной (0.75...1,1 мкм) наилучшей чувствительностью обладают фотодиоды, выполненные на основе кремния. Для работы в диапазоне λ = 1,7 мкм разработаны фотодиоды на основе Ge (Германий) и так называемых четверных структур InGaAs/ InP.
Если в оптическом кабеле распространяется сигнал состоящий из нескольких частот, то на приемной стороне для выделениянеобходимого сигнала используют селективные по длине волны фотоприемники.
Фотодиоды, применяемые в ВОЛС, должны обладать достаточной квантовой эффективностью (η) и быстродействием, остальные параметры см. лекцию “фотоприемники”.
В оптоволоконных кабелях используются стандартные разъемы типов MIC и ST.
Серьезным недостатком ВОЛС является сложность соединения волокон с разъемами. Так присоединение оптического волокна к разъему требует проведения высокоточной обрезки волокна в плоскости строго перпендикулярной оси волокна, а также выполнения соединения путем сложной операции склеивания. Выполнение некачественных соединений резко сужает полосу пропускания волоконно-оптических кабелей и линий.
Для выполнения качественной сварки оптических волокон необходимо использовать профессиональный сварочный аппарат для оптоволокна и хороший прецизионный скалыватель оптических волокон. Среди оборудования для сварки оптоволокна (или как его еще называют: сварочные аппараты для оптики) особой популярностью пользуется продукция японской компании Fujikura (Фуджикура). Аппараты для сварки оптоволокна, которые выпускаются этой фирмой отличаются легендарной надежностью, удобством работы и сравнительно невысокой ценой. Сварочные аппараты Fujikura уже много лет держат первую позицию среди аналогичных аппаратов и позволяют сваривать любые типы современных волокон на всех видах сетей: магистральных, городских, районных, FTTx, PON, СКС и др.
В кратком экскурсе в сварные ОВ-технологии, постараемся описать основные этапы сварки оптоволокон.
При сварке оптических волокон используется прецизионное автоматическое оборудование и инструменты.
Процесс сварки оптических волокон начинается с обязательной процедуры разделки оптического кабеля, снятия защитных оболочек с оптоволокна и удаления лакового слоя из уретан-акрилатных соединений. Выполняется данная процедура при помощи специального ОВ инструмента, называемого стриппером. Такой инструмент в состоянии снять оболочку с волокна, толщиной в сотню микрон. Если лаковый слой не снять, то в процессе электродуговой сварки, произойдет его возгорание. Более того, такая важная деталь сварочного аппарата, как зеркало, покроется копотью и может навсегда выйти из строя.
Поэтому, ОВ оголяют, снимают все оболочки, оставляя только внешнюю оболочку 125 мкм. Длина голого ОВ для сварки не должна быть менее 60 см. Следовательно, нужно очистить все оптические жилы ОВ кабеля от остатков гидрофобного геля специальным чистящим составом D-Gel или изопропиловым спиртом, при необходимости.
Оставив небольшой отрезок оголенного ОВ, длиной в несколько сантиметров, приступаем к следующему этапу сварки – скалыванию оптоволокна.
Скалыватель ОВ выполняет очень важную функцию - подготовку оптоволокон к сварке. Важная особенность скалывателей – простота выполнения операций по сколу ОВ. На втором месте следуют компактные размеры скалывателя оптических волокон и его функциональность, позволяющая быстро избавиться от острых осколков оптического волокна.
Так, автоматический скалыватель оптических волокон Fiber Fox Mini 50GB, производит высокоточный скол ОВ. Скалыватель Mini 50GB в своей конструкции снабжен универсальным прижимом ОВ, что делает возможным работу с оптоволоконным кабелем в оболочке от 250 мкм до 3 мм буферизованной, модульной или плоской конструкции (Flat OF Cable).
Лоток для сбора осколков ОВ скалывателя Fiber Fox Mini 50GB помогает обеспечить все требования по выполнению норм техники безопасности при работе с оптическими волокнами и быстро обеспечить требуемую эргономику на рабочем месте оператора.
Компактный и легкий скалыватель Fiber Fox Mini 50GB делает работу на нем не утомительной, даже при больших объемах свариваемых волокон, а простоте работы на скалывателе позавидовал бы любой специалист-сварщик.
Теперь непосредственно о самой процедуре скалывания ОВ. Скол ОВ производится в два этапа: на первом, ОВ надрезается ножом скалывателя, а на втором этапе волокно ломается ударным механизмом. Нож скалывателя имеет круглую форму и рассчитан на 10 000 - 50 000 сколов с качеством, заявленным производителем (у скалывателя Fiber Fox Mini 50GB количество гарантированных сколов превышает 50 000 с углом скола не более 90+/-0,5 градуса). Данное значение достигается за счет поворотного механизма циркулярного ножа, позволяющего автоматически менять его положение и высоту режущей кромки.
В дополнение к вышесказанному, скалыватель Fiber Fox Mini 50GB имеет защиту от ударов и падений с высоты до 1 м. Упаковочный защитный пластиковый кофр (желтого цвета) сварочных аппаратов Fiber Fox Mini 6S и 4S может быть использован в качестве рабочего стола при выполнении всего цикла сварок в полевых условиях, что является очень удобным моментом.
Но главное – это компактность и вес оборудования Fiber Fox! Так, скалыватель Fiber Fox Mini 50G весит всего 221 г, а Fiber Fox Mini 50GB - 248 г.

Рис.2 Скалыватель Fiber Fox Mini 50GB с контейнером для сколотого волокна
В оборудовании для сварки ОВ применяются сварные электроды, а в оптических скалывателях - специализированные циркулярные ножи, которые имеют ограниченный срок службы. Все указанные расходные материалы подлежат замене по окончании выработанного ресурса (рис. 3, рис. 4)

Рис.3 Циркулярный нож для скалывателя Fiber Fox Mini 50GB можно заказать по окончании ресурса 50 000 сколов

Рис.4 Сварочные электроды исправно служат 3000 сварок
Аппараты южно-корейского производства Fiber Fox Mini 4S и Mini 6S относятся к одному классу сварочных ОВ автоматических аппаратов, который получил условное название Active V-groove Alignment (по названию метода активного сведения ОВ по оболочке/сердцевине).
Конечно, существует и более простой метод сведения, который получил название Passive V-groove Alignment. Это метод пассивного сведения ОВ по оболочке. Установленные в специальные V-образные канавки оптоволокна, самоцентрируются при их повороте и приближении друг к другу. Весь процесс сведения проходит на рабочем столе сварочного аппарата (рис. 6).
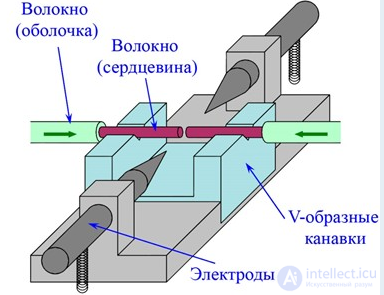
Рис.6 Пассивное сведение ОВ в V-образных канавках
Процесс сварки проходит поэтапно (рис. 7).
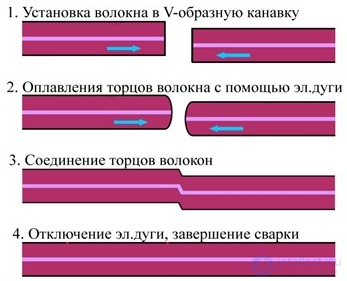
Рис. 7. Поэтапный процесс сварки по методу пассивного сведения ОВ в V-образных канавках
Вне сомнений, точность такого метода сведения ОВ невелика, а затухание сварного шва будет достаточно высоким. Поэтому, подобное качество сварки устроит, пожалуй, только владельцев LAN-сетей. Если же сварку необходимо выполнить в магистральном сегменте телеком-операторов или на сетях ХPON или FTTX, то для этой цели лучше выбрать ОВ сварочный аппарат с активным методом сведения оптических волокон.
Аппарат Fiber Fox Mini 4S имеет 4 мотора сведения оптического волокна по оболочке: два на каретках для подачи волокна вперед-назад по оси Z и еще два мотора на канавках для предварительного выравнивания волокон в плоскостях X и Y.
FiberFox Mini 4S – полностью автоматический сварочный аппарат, предназначенный для сварки волоконно-оптических кабелей различных типов в сетях FTTХ и ХPON. Fiber Fox Mini 4S позволяет добиться рекордно малых потерь на сварном соединении, менее 0,03 дБ на одномодовом волокне спецификации G.652 (рис. 8). И это все при сверхмалом весе Fiber Fox Mini 4S всего 1, 35 кг без батареи!
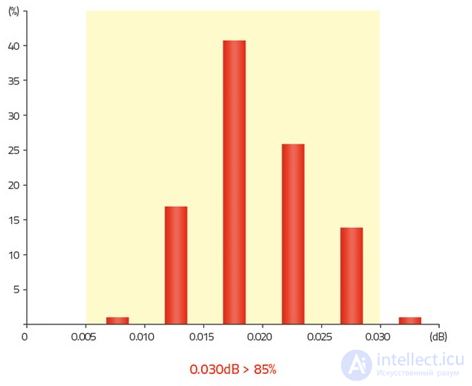
Рис. 8 Гистограмма распределения затуханий сварных швов для аппарата Mini 4S. Частота затухания 0, 03 дБ для одномодового ОВ составляет более 85% случаев.
Mini 4S имеет систему сведения оптических волокон по оболочке (Clad Alignment DCA) с автоматической калибровкой дуги разряда и 4-мя моторами привода рабочего стола. Благодаря патентованному алгоритму сведения рабочего стола посредством 4-х моторов Fiber Fox Mini 4S позволяет сваривать оптические волокна за рекордные 7 сек. Клавиши управления аппаратом Fiber Fox Mini 4S вынесены на экранный блок, что позволило значительно уменьшить габариты всего устройства. Так, габаритные размеры Mini 4S составляют не более 13 см по длине, высоте и ширине. Возможность автоматической калибровки дуги Fiber Fox Mini 4S позволяет поддерживать состояние аппарата в оптимальном состоянии.
Флагман компании Fiber Fox - автоматический сварочный аппарат Mini 6S, работающий по методу выравнивания оптических волокон по сердцевине и функцией автоматического определения типа оптоволокна. ОВ сварочный аппарат предназначен для работы в магистральных сетях операторов связи, поскольку имеет высочайшую точность сведения и минимальное затухание сварного шва.
Аппарат Fiber Fox Mini 6S весит всего 1,39 кг без аккумуляторной батареи и в состоянии сварить оптические волокна, как самых распространенных типов, так и волокна с ненулевой и смещенной дисперсией и с уменьшенным радиусом изгиба, согласно рекомендации G.657 МСЭ-Т. Затухание сварного шва на одномодовом волокне у аппарата не превышает 0,019 дБ для 80% сварок (рис. 9).
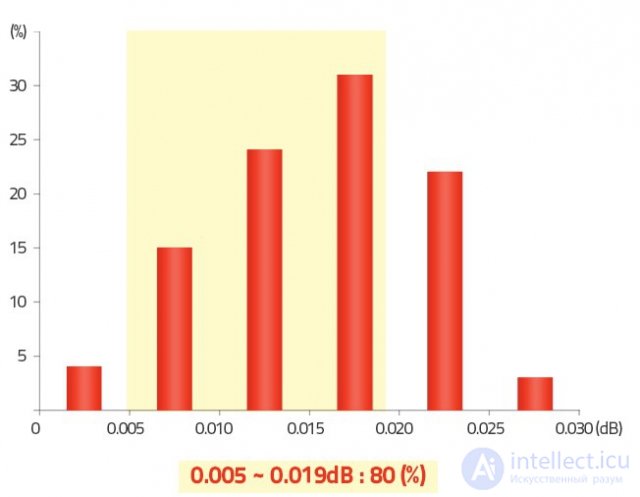
Рис. 9 Гистограмма распределения затуханий сварных швов для аппарата Mini 6S. Частота затухания 0,005-0,019 дБ для одномодового ОВ составляет более 80% случаев.
Благодаря усовершенствованному алгоритму DWACAS (Digital Wavelength Automatic Core Alignment System) сведения рабочего стола при помощи 6-ти моторов и выравнивания ОВ по сердцевине, запатентованному компанией Fiber Fox, ОВ сварочный аппарат Mini 6S позволяет сваривать оптические волокна за рекордно короткие 7 секунд. Клавиши управления сварочным аппаратом Fiber Fox Mini 6S, как у всех аппаратов данной продуктовой линейки, вынесены на экранный блок, что позволило значительно уменьшить габаритные размеры. Габариты аппарата составляют 122 x 124 x 131 мм. У Mini 6S есть возможность автоматической калибровки дуги, что позволяет поддерживать состояние аппарата в оптимальном состоянии.

Рис.10. Fiber Fox Mini 6S в полной комплектации.
Оба сварочных аппарата Fiber Fox Mini 4S и Mini 6S комплектуются двумя аккумуляторными батареями. Их можно заряжать не только в рабочем состоянии, как это было на большинстве аппаратов известных производителей. Теперь можно просто поставить сварочный аппарат с подключенным к нему зарядным устройством и через некоторое время он будет полностью заряжен. На комплекте из двух батарей на аппаратах Fiber Fox Mini 4S и Mini 6S можно сделать полные 400 циклов сварки с последующей термоусадкой, что значительно превосходит нормативы по ежедневной сварке оператором. Если же сваривать ОВ приходится по нескольку сотен в день, то в комплекте сварочного аппарата находится блок питания и адаптер подключения к прикуривателю автомобиля, при помощи которого можно, практически неограниченно, работать от бортовой электросети автомобиля.
Еще одна особенность сварочных аппаратов Fiber Fox Mini 4S и Mini 6S удивит ценителей надежности оборудования южно-корейского брэнда. Оба аппарата выдерживают до 3-х падений с высоты около 1 метра. Более того, вся сварочная техника компании Fiber Fox в состоянии работать под проливным дождем с закрытой ветрозащитной крышкой и в пыльной буре со скоростью ветра до 15 м/сек.
Следовательно, выбирать аппарат для сварки ОВ придется по всем вышеперечисленным параметрам. И не забывайте, что иногда высокие показатели функциональности и сверхнизкое затухание сварного шва не являются обязательными требованиями для большинства ОВ сварочных работ, выполняемых на ВОЛС и в оптических сетях.
Кстати говоря, на этом функциональность аппаратов Mini 4S и Mini 6S компании Fiber Fox не заканчивается.
Достаточно часто приходится наблюдать, как специалисты по сварке ОВ сетуют: мол сварить-сварили, а оконцевать волокно нечем. Зачастую так и бывает. Ведь в комплекс работ по сварке ВОЛС достаточно часто входит еще и установка оптических разъемных соединений на оптоволокна. Как же сделать так, чтобы можно было совместить эти, казалось бы, разные задачи в одну? И на помощь снова приходят оптические технологии от Fiber Fox.
Оптическая сварочная техника Mini 4S и Mini 6S компании Fiber Fox позволяет выполнять монтаж разъемных соединений на оптические волокна, используя непосредственно сварочный аппарат. Такие оптические разъемы, монтаж которых можно выполнять на сварочном оборудовании получили название SOC (Splice-On Сonnector). В портфолио Fiber Fox имеются оптические SOC-коннекторы самых распространенных формфакторов FC и SC (рис. 11).

Рис. 11. Оптический разъем SOC формфактора SC для одномодового ОВ с полировкой UPC.
Возможность оконцевания ОВ коннекторами типа SOC (Splice-On Connector) формфактора SC и FC на аппаратах MINI 6S (4S) сделали работу оператора максимально быстрой и удобной.
Специалисты, работающие по сварке ВОЛС на сетях XPON и FTTX, охотно подтвердят, что здесь самым распространенным ОВ коннектором является SC. А в сетях операторов связи и телеком-провайдеров самым популярным ОВ разъемом является FC. И снова в цель!
Действительно, очень удобно! И главное, не таскать дополнительного тяжелого оборудования для оконцевания ОВ, часто содержащего химические реагенты или энергозатратное нагревательное оборудование, которое, бывает, и подключить-то некуда.
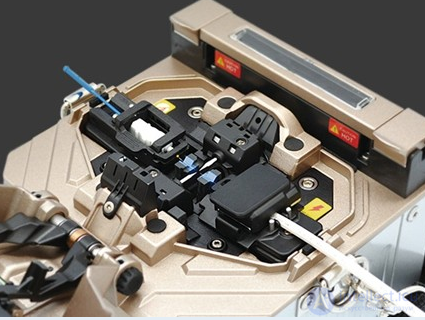
Рис.12. Монтаж SOC-коннектора на аппарате Fiber Fox Mini 6S
Ну а теперь вернемся обратно к процессу сварки. Мы ведь его не закончили.
После установки ОВ в держатели на рабочем столе сварочного аппарата просто наблюдаем, как аппарат самостоятельно производит сведение оптических волокон, а затем их сваривает при помощи разряда электрической дуги. Все аппараты Fiber Fox имеют быстрое время сварки от 7 сек (Quick mode) и термоусадки от 18 сек. Это лучшие показатели в данном сегменте. Все, волокна сварены!
Осталось дело за малым – вынуть ОВ из держателей и выполнить операцию термоусадки.
Для термоусадки применяются полиэтиленовые (ПЭТ) гильзы КДЗС, изготовленные из термоусаживаемого ПЭТ. Наибольшую популярность получили КДЗС длиной 40 и 60 мм. (рис. 13).

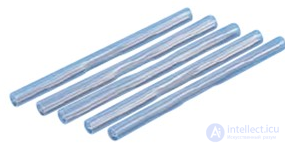
Рис.13. Термоусаживаемые гильзы КДЗС для защиты сварных швов длиной 40 мм (слева) и 60 мм (справа).
Гильза КДЗС при нагреве в специальной печи термоусаживается, при этом герметизируется сварной шов, находящийся внутри. Внутри гильзы КДЗС установлен металлический стержень, который защищает сварной шов от механических нагрузок и сгибов.
Нагрев осуществляется в специализированном нагревателе (печке) с тефлоновым покрытием, чтобы ПЭТ КДЗС "не пригорали".
Снимаем только что сваренное ОВ с рабочего стола аппарата. Но, буквально сразу же, открывая ветрозащитную крышку, слышим срабатывание системы механической проверки прочности сварного шва. ОВ подвергаются дозированному натяжению для проверки прочности выполненной сварки.
Укладываем сварной шов в печь для термоусадки. Закрываем крышку печи, слегка надавливая на концы ОВ у границ сварного шва. Операция термоусадки начинается.
Во всех аппаратах Fiber Fox Mini 4S и Mini 6S используется высокопроизводительная печь, позволяющая монтировать КДЗС за минимальные 18 секунд!
По окончании процесса термоусаживания, мы слышим характерный сигнал. Этим наш сварочный аппарат Fiber Fox дает понять, что термоусадка закончена. Проветрив печь, аппарат заботливо ждет начала нового цикла сварки с термоусадкой.
Исследование, описанное в статье про Волоконно-оптические линии связи, подчеркивает ее значимость в современном мире. Надеюсь, что теперь ты понял что такое Волоконно-оптические линии связи, волс, сварка волс, одномодовое волокно.многомодовое волокно и для чего все это нужно, а если не понял, или есть замечания, то не стесняйся, пиши или спрашивай в комментариях, с удовольствием отвечу. Для того чтобы глубже понять настоятельно рекомендую изучить всю информацию из категории Компьютерные сети

Комментарии